清朝铠甲的制造体融合多民族工艺传统,经历了从冷兵器时代的铁甲防护到火器时代棉甲革新的演变。

这一过程不仅体现了军事技术的迭代,更映射出政治制度与战争形态的深层互动。
那么这一融合多民族工艺的铠甲是如何被制造出来的呢?

材料工艺的多元融合
清朝铠甲的材料体系呈现鲜明的复合化特征,铁制甲片的锻造采用明代传承的 "夹钢法",通过反复折叠锻打使铁料形成多层结构,表面硬度可达 HRC40 以上,而内部保持韧性。

据《钦定工部则例》记载,每副铁甲需用铁料 23 斤,经淬火、水磨等 18 道工序制成,棉甲的制作则采用独特的 "七斤棉法"。
将 7 斤棉花浸水后反复捶打,制成厚约半寸的棉片,再以粗线缝缀成夹袄状,表面涂以桐油增强防水性,这种工艺使棉甲在保持 20 斤左右重量的同时,能有效吸收早期火器弹丸的冲击力。
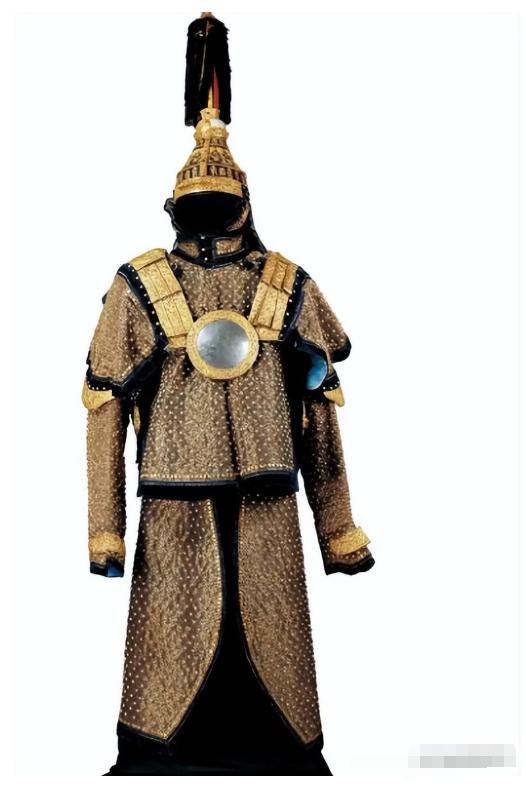
铠甲的装饰工艺同样体现多元文化融合,贵族甲胄常采用 "明甲" 形制,甲片表面鎏金并錾刻云龙纹,边缘镶嵌宝石或珊瑚。
温州博物馆藏道光年间总兵盔甲,其护肩部位以铜鎏金工艺装饰 7 条蟒纹,护腹处则缀以红宝石与镂空凤纹,体现了满族尚武精神与汉族祥瑞文化的结合,锁子甲的制作则吸收西域工艺,每个铁环需经冷锻、穿孔、编缀三道工序,环环相扣形成网状结构,既轻便又能抵御刀剑劈砍。

那这样的铠甲,它的质量以及生产管理制度怎么样呢?
制造体系的制度保障
清朝建立了严密的铠甲生产管理制度,中央层面由工部虞衡清吏司统筹,下设武备院具体负责制造,武备院设有鞍甲、弓矢等五作,工匠按技艺分为 "头等匠"" 二等匠 ",月给工食银 2-4 两。

地方则设立八旗军器局,如盛京军器局年产盔甲 3000 副,采用" 分段承包 " 制:铁作负责制甲片,布作缝制棉衬,漆作处理表面。
生产流程严格遵循《皇朝礼器图式》规范,以棉甲为例,需经过 "选棉 - 捶打 - 缝制 - 嵌铁 - 钉铆" 五道工序,每道工序均有质量检验。

乾隆二十一年规定,棉甲铁片厚度不得少于 2 毫米,铜钉间距需保持 1.5 寸,违者工匠杖责三十,为确保材料供应,户部在山西设立铁厂,年供军铁 50 万斤。江南三织造则承担甲胄丝绸面料的供应,仅乾隆朝就生产甲胄用缎 23 万匹。
工艺如此精湛的铠甲仍存在一些问题。

实战应用的技术局限
尽管工艺精湛,清朝铠甲在火器冲击下面临根本性困境,棉甲对鸟铳弹丸的防护距离仅能达到 30 步,超过此范围即可能被穿透。

乾隆二十年平定准噶尔战役中,清军棉甲在高海拔地区出现严重开裂,因棉絮在低温下丧失弹性,导致铁片脱落,相比之下,准噶尔军队装备的 "赞巴喇特鸟枪",其铅弹可在 50 步内击穿 3 层棉甲。
铠甲的重量分配问题同样突出,乾隆朝定制的步兵棉甲,上半身重量占比达 65%,导致士兵腰部负担过重,行军时速不足 3 公里。

这种设计缺陷在金川战役中暴露无遗,清军士兵因甲胄过重,在山地作战中常被居高临下的藏兵击溃,反观同时期的欧洲板甲,通过优化重量分布,可使士兵保持 5 公里 / 小时的行进速度。
结语
从赫图阿拉的铁匠铺到北京武备院的作坊,清朝铠甲的制造史不仅是一部军事技术演进史,更是一部多民族文化融合的见证。

其兴衰历程揭示了一个深刻规律:军事装备的革新必须与战术需求、工业基础相匹配,否则再精湛的工艺也难以阻挡历史的进程。
当棉甲在火器轰鸣声中逐渐褪色,它所承载的尚武精神与工匠智慧,却永远镌刻在中华文明的史册之中。
